

辊压机在水泥工业中的应用
发布时间:
2022-03-09
作者:
来源:
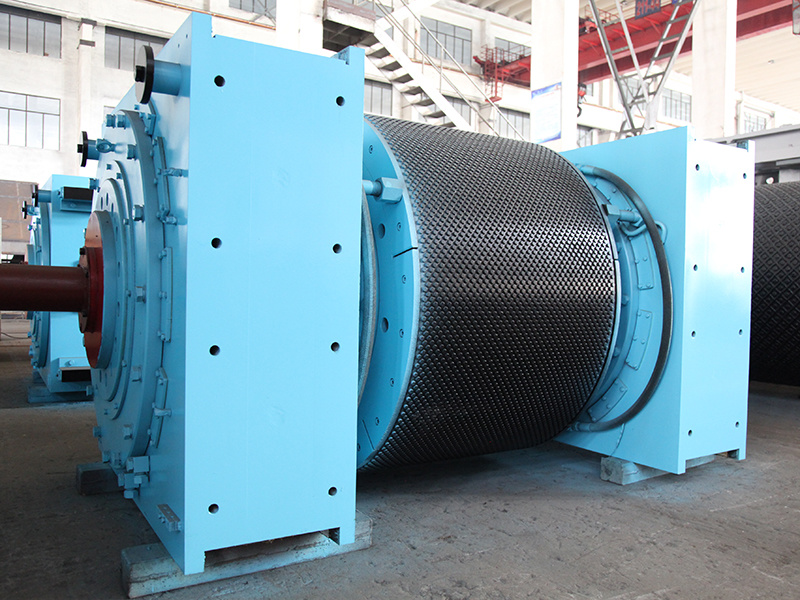
辊压机是根据料床粉磨原理设计而成,其主要特征是:高压、满速、满料、料床粉碎。辊压机由两个相向同步转动的挤压辊组成,一个为固定辊,一个为活动辊。
物料从两辊上方给入,被挤压辊连续带入辊间,受到100-150MPa的高压作用后,变成密实的料饼从机下排出。排出的料饼,除含有一定比例的细粒成品外。在非成品颗粒的内部,产生大量裂纹,改善了物料的易磨性,且在进一步粉碎过程中,可较大地降低粉磨能耗。
普通辊压机由机架、两个辊系、传动装置、扭矩支承、辊罩、进料装置、液压(加压)系统、主轴承润滑系统、干油润滑系统、电气系统、拆辊装置等部份组成。精密辊压机除了具有普通辊压机主要零部件和装置外,增加了保证压延精度的装置。
辊压机在水泥工业的实际应用结果具有以下特点:
(1) 提高产量:在粉磨系统中安装辊压机,其高压负荷通过双辊直径传递到被粉磨的物料层,大部分能量被用于物料之间的相互挤压,物料摩擦产生的声能、热能被转化为物料的变形能,使其变形、撕裂、粉碎,可以使粉磨设备的潜在能力得以充分发挥,增加产量达50-100%,总能耗可降低20%-30%,提高了整个系统的生产效率。
(2) 降低电耗:用辊压机粉磨物料。辊压后的物料不仅粒度大幅度减小,邦德功指数也明显降低,从而大大改善了后续磨机的粉磨状况,使整个粉磨系统的单位电耗明显下降。可以使粉磨系统的总电耗显著降低。比传统粉磨方式节能25-50%,每年节电效益相当可观。
(3) 节省投资:对于同样生产能力要求的辊压机与管磨机相比,辊压机结构简单、体积小、重量轻,占用厂房空间小,可以节省土建投资,同时也便于对原有粉磨系统进行改造。此外,辊压机的操作、维修也非常简便。
(4) 工作环境好:物料在挤压辊罩内,被连续稳定地挤压粉碎,有害粉尘不易扩散,同时,由于近乎无冲击发生,故辊压机的噪音比管磨机小得多。
(5) 易于发展:传统管磨机受到加工、运输、热处理等条件的限制,管磨机大型化受到很大的制约。配辊压机粉磨系统很好地解决了此类问题。使粉磨系统向大型化发展变成了现实。
相关新闻
2025-09-20
2022-07-05
2022-07-05

在线咨询:
电话:
微信:
在线客服添加返回顶部
启用全局默认滚动动画 (向上滚动)
右侧在线客服样式 1,2,3 1
图片alt标题设置: 株洲思瑞普硬质合金有限公司
表单验证提示文本: 内容不能是空的!
循环体没有内容时: 对不起,没有找到匹配的内容。
CSS / JS 文件放置地